With our extensive knowledge of gearboxes manufactured by Winergy, Hansen, Moventas, Lohmann & Stolterfoht, Metso, Bosch Rexroth, Siemens, Flender and others, our independent wind turbine gearbox inspections are unsurpassed within the wind energy sector. We utilise all our collective diagnostic tools, skills, experience and knowledge for this most vital of preventative maintenance inspections.
In order to present the client with the most comprehensive and detailed assessment covering all potential operational issues, mechanical wear or underlying defects affecting the gearbox, we employ the following condition monitoring techniques on every inspection:
Acoustic Analysis: to determine initial gearbox and generator related issues from emitted noise conducted at the base of the wind turbine
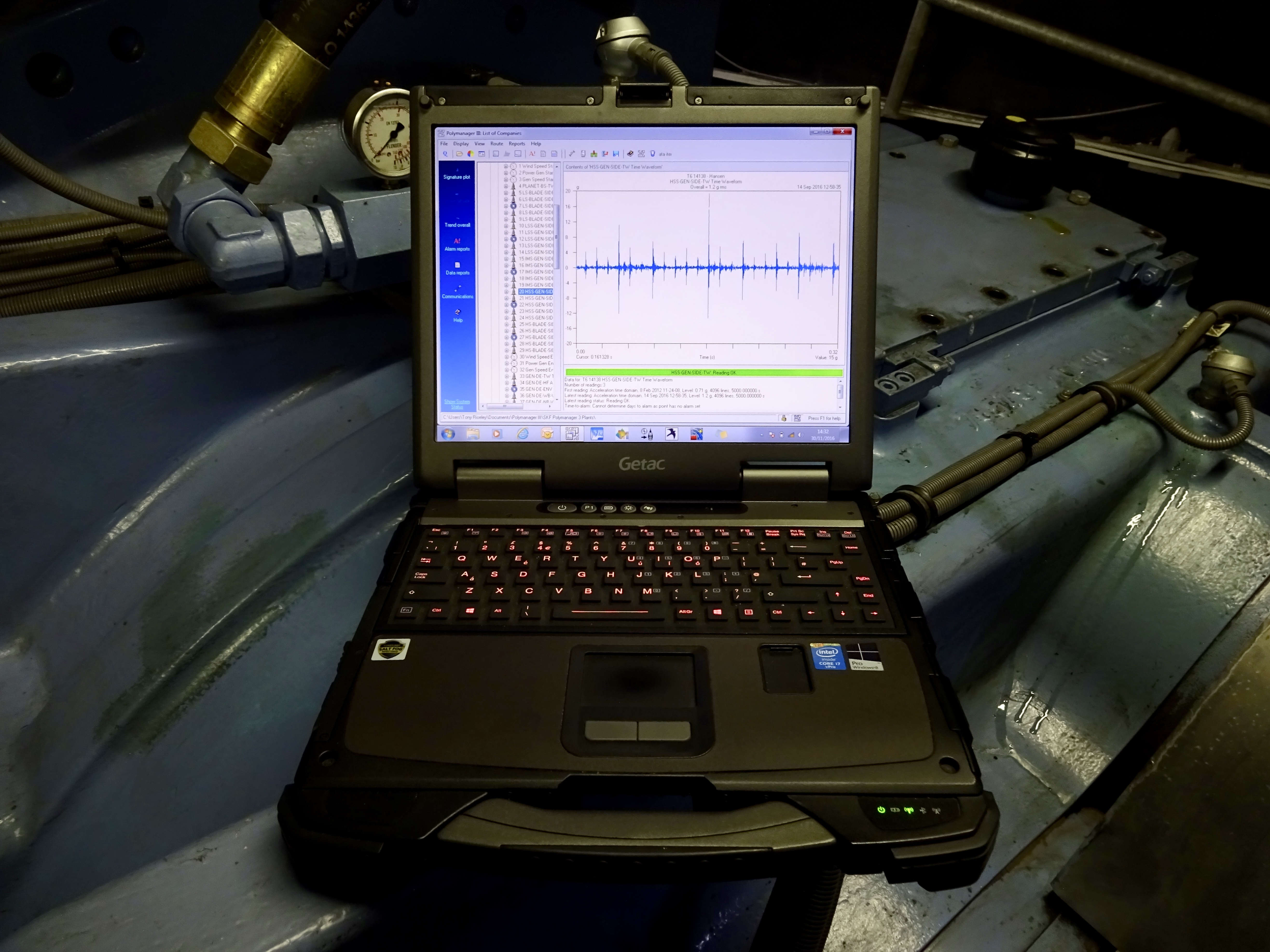
Vibration Analysis (gearbox): to identify the source and severity of the problem and assess overall operational condition of the gearbox
Vibration Analysis (generator): to determine the condition of the generator bearings, stator and rotor
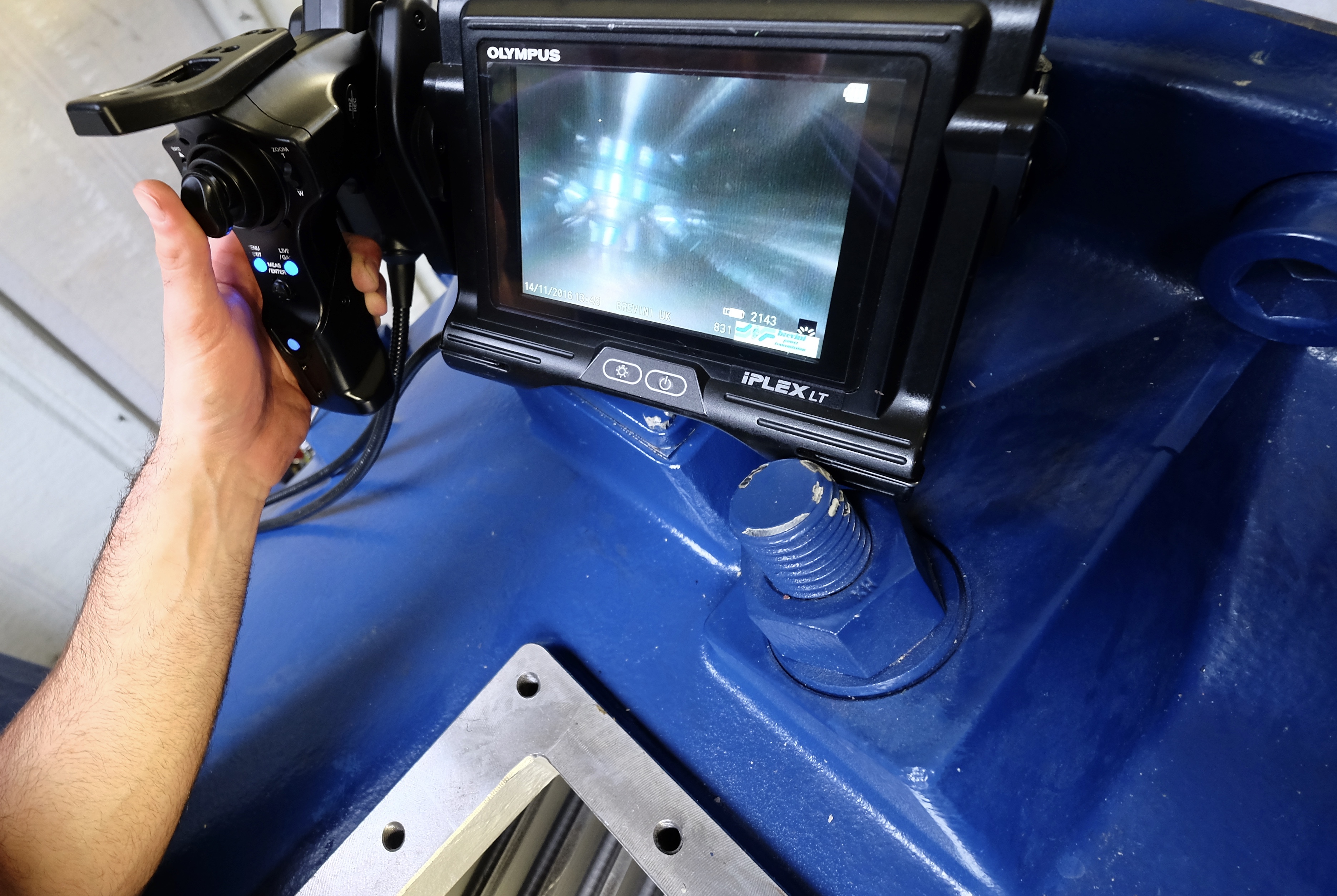
Endoscope Inspection: to visually identify component wear, damage and severity
Oil Sample Analysis: to determine particle wear, contamination and ISO cleanliness
Visual Inspections: observation and reporting of:
- oil level and cleanliness
- magnetic dipstick check
- oil filter condition
- lubrication feed systems and piping condition
- estimated thickness to brake disc and coupling wear
- degradation of shaft seals or any leaks
- condition of cooling fan and gearbox internal casting
In-Warranty Commissioning & Conformance Testing
We also offer in-warranty commissioning and conformance testing which includes all the above inspection techniques enabling us to highlight any defects prior to the end of warranty term, thereby saving additional expenditure and offsetting all rectification costs to the Original Equipment Manufacturer.
Following any gearbox maintenance repairs we can independently test and commission the gearbox (and generator) to confirm all tolerances, alignment and operational criteria have been met in accordance with ISO standards.
Despite the complexity of all these diagnostic methods, we summarise the collective results of the analysis into a clearly written and easily understood report document, so that any maintenance or repair work can be prioritised and implemented accordingly.